The Bird Saga Tell-All: Here's the story of how I got my first $300k+ PO and turned my little race parts shop into a 24/7 CNC production facility (w/ pics!)
Story involves big risks, air mattresses, overloaded circuits, overfilled chip bins, A+ friends, and an industry legend.
Story involves big risks, air mattresses, overloaded circuits, overfilled chip bins, A+ friends, and an industry legend.


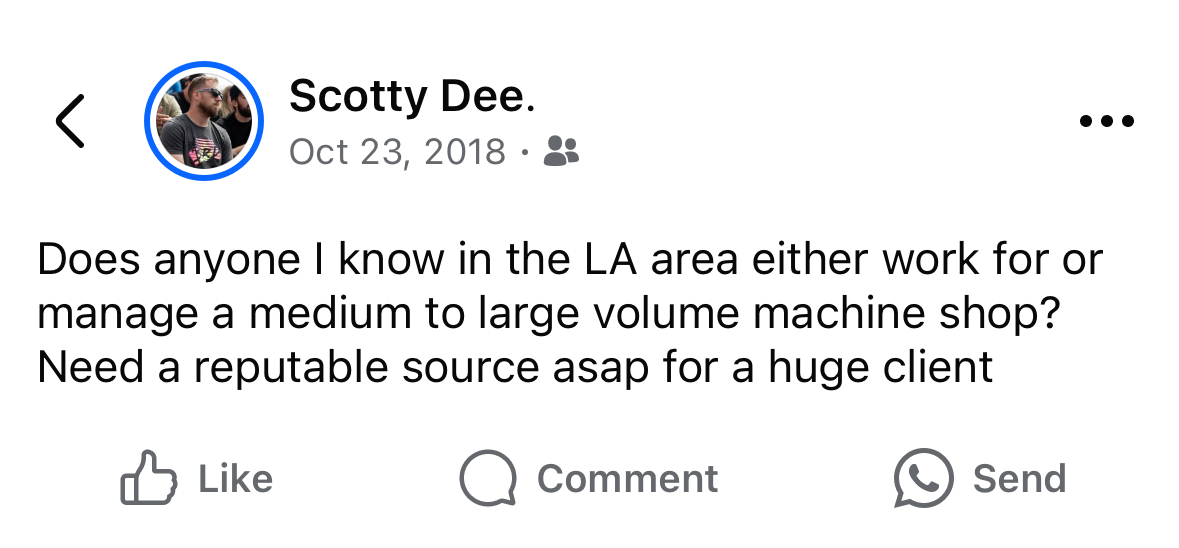
October 2018 - My friend Scott posted on FB that he was looking for a CNC shop. I said "me!" and he told me I couldn't handle the volume (he was right).
Nevertheless I replied "when do you want me to start?"
Nevertheless I replied "when do you want me to start?"
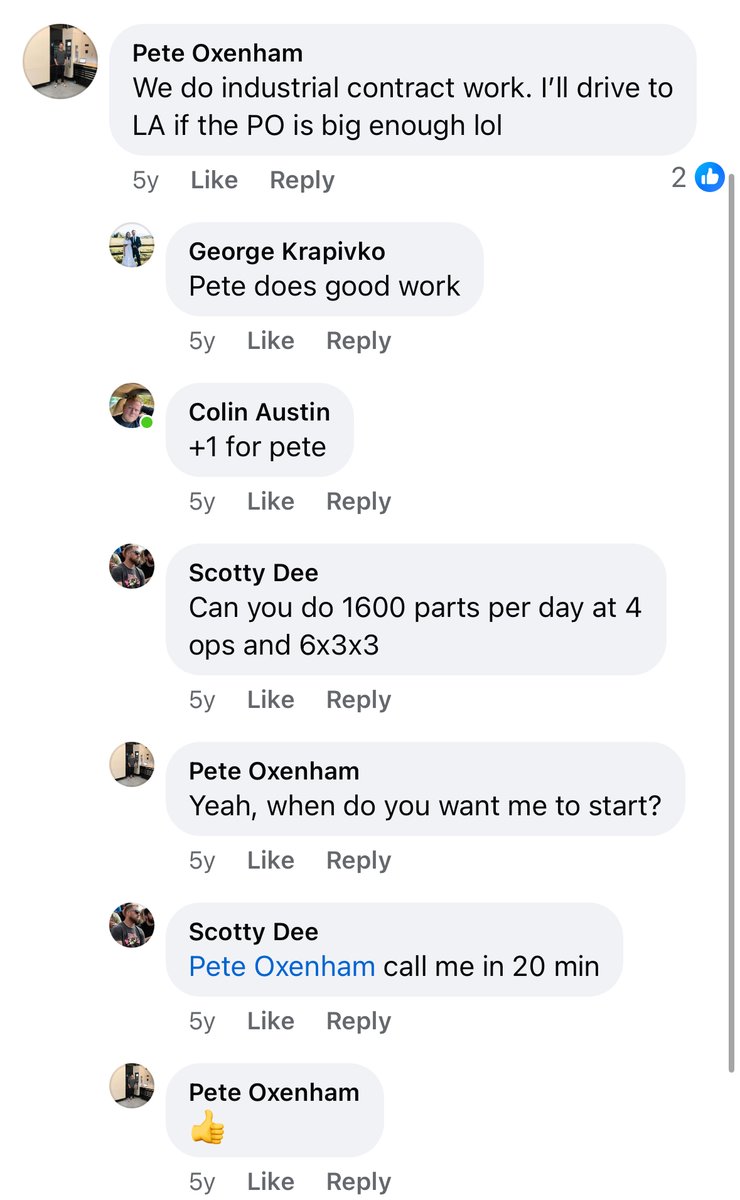
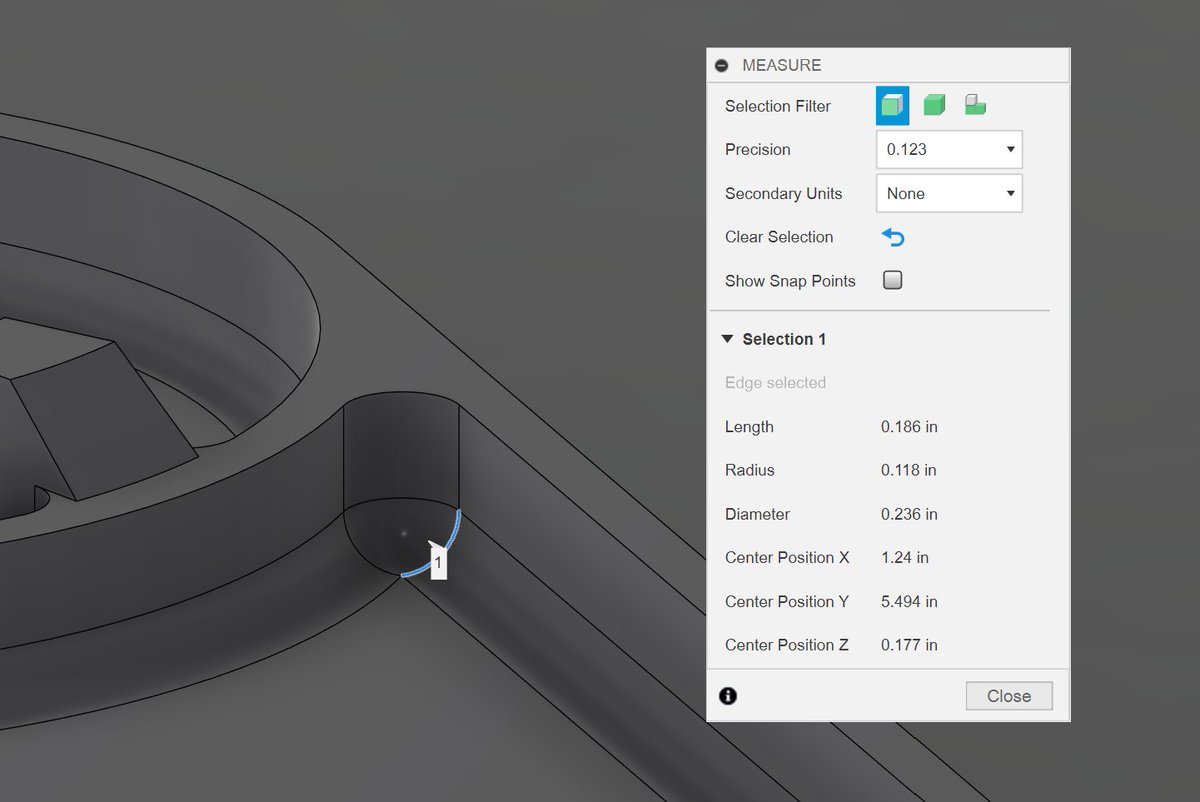
He sent me some prints, and the deal was - deliver 20 assemblies, if engineering approves, you get a PO.
Crap - these are mill parts. I didn't have a mill, just a millturn.
So, I called up my old high school teacher and asked if I could hijack their machines after hours.
Crap - these are mill parts. I didn't have a mill, just a millturn.
So, I called up my old high school teacher and asked if I could hijack their machines after hours.
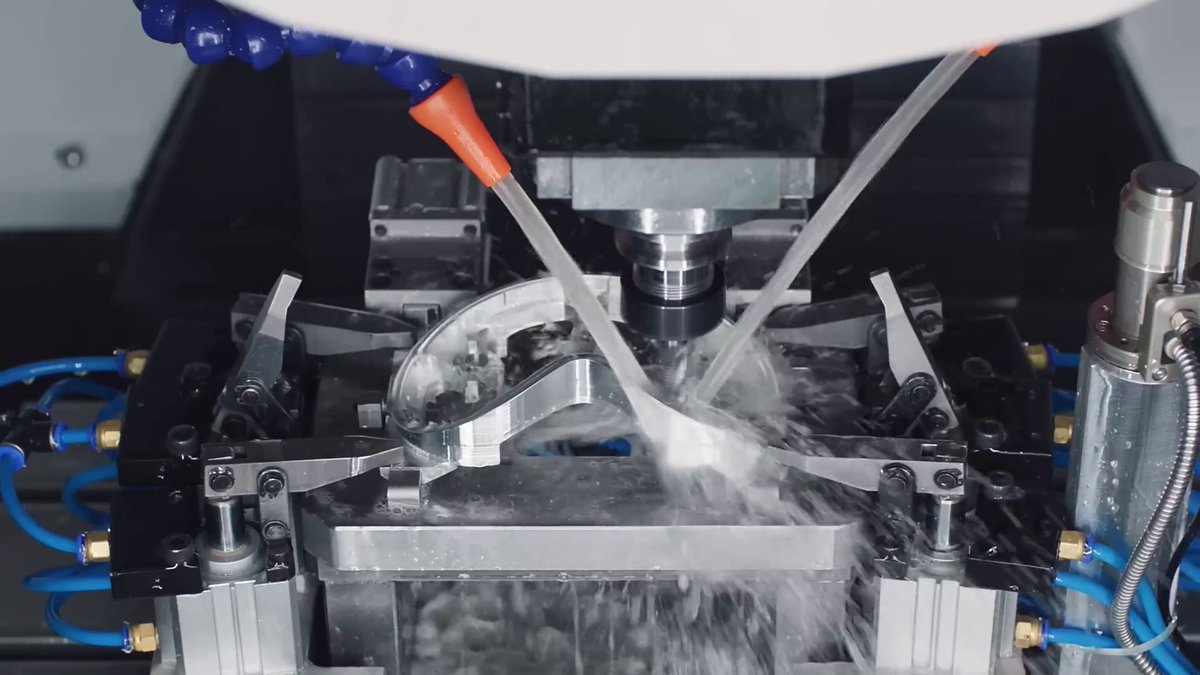
Being the saint that he is, Dan Frank replied "whatever you need", so I brought some material over and knocked out these parts. I'd never run 5ax before, but f it - lets go!

Packed everything in a suitcase and flew down. Checked my final prints and realized "oh crap, these need to be assembled".
Change of plans, Uber LAX>McMaster, McMaster>Starbucks for assembly
Here's a pic that a kind homeless guy took of me on the patio, for memories
Change of plans, Uber LAX>McMaster, McMaster>Starbucks for assembly
Here's a pic that a kind homeless guy took of me on the patio, for memories

Arrive at Bird. Having never worked with a company this big, I'm super shaky and sweaty (I still get this way), but luckily Scott was there. Engineering approved! "When can you start production?"
I headed out to go wrestle with the question "how the heck do I make these now?"
I headed out to go wrestle with the question "how the heck do I make these now?"
I called my sales guy (shoutout Keith) and said "Hey man, I'm about to get a massive PO to make parts on a machine I don't have, and I need it yesterday."
Instead of calling me a reckless idiot (I was), he got to work and found me a machine.
Instead of calling me a reckless idiot (I was), he got to work and found me a machine.
Now financing.. I'm 23 with no credit. Last year's business revenue was less than this entire PO, and the machine is $350k. There's no way.
So, Keith called up Bill Selway, the top dog, told him my story, and Bill said "Deliver the machine. We'll finance it if we have to"
So, Keith called up Bill Selway, the top dog, told him my story, and Bill said "Deliver the machine. We'll finance it if we have to"
Fast forward - Delivery Day! This thing is a freaking monster. Few problems - I'd never touched Fanuc and never run a horizontal, and we didn't have the power. We spent the next 4 days getting the machine set up into production.


Our whole suite was on 100A. The machine wants 250. On top of that, our air compressor died as soon as we brought the Enshu online.
At this point, there's no going back so I asked one of my guys to go to Herc and rent a diesel air compressor. That thing sat outside the next four months and terrorized the industrial complex. 3 diesel cans a day.
At this point, there's no going back so I asked one of my guys to go to Herc and rent a diesel air compressor. That thing sat outside the next four months and terrorized the industrial complex. 3 diesel cans a day.

As if we didn't have enough drama already, the battery that the Haas lathe needed to keep its memory alive died and the thing literally forgot who it was. The OEM battery is soldered to the board.
Dan Frank to the rescue again, we took a Haas battery replacement kit from the high school, plugged it right in, and reloaded the parameters.
Dan Frank to the rescue again, we took a Haas battery replacement kit from the high school, plugged it right in, and reloaded the parameters.

After plenty of drama, we were finally in production. On the lathe, we needed 23hr/day to meet prod goals. On the mill, it was something like 24.8hr. Basically - zero downtime.
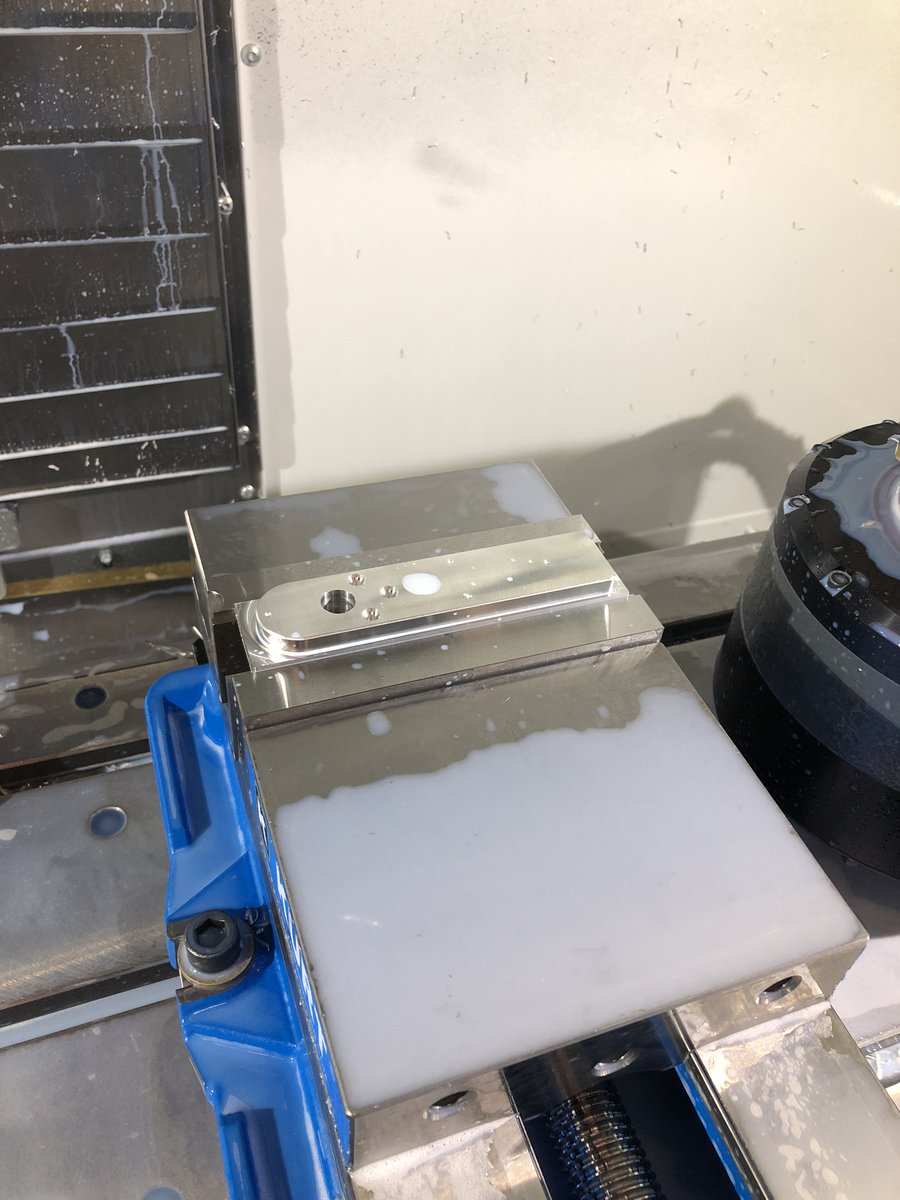
We were running two parts in tandem. One of them, pretty basic. We could strip mill it to reduce cutting and loading time.
We were running two parts in tandem. One of them, pretty basic. We could strip mill it to reduce cutting and loading time.
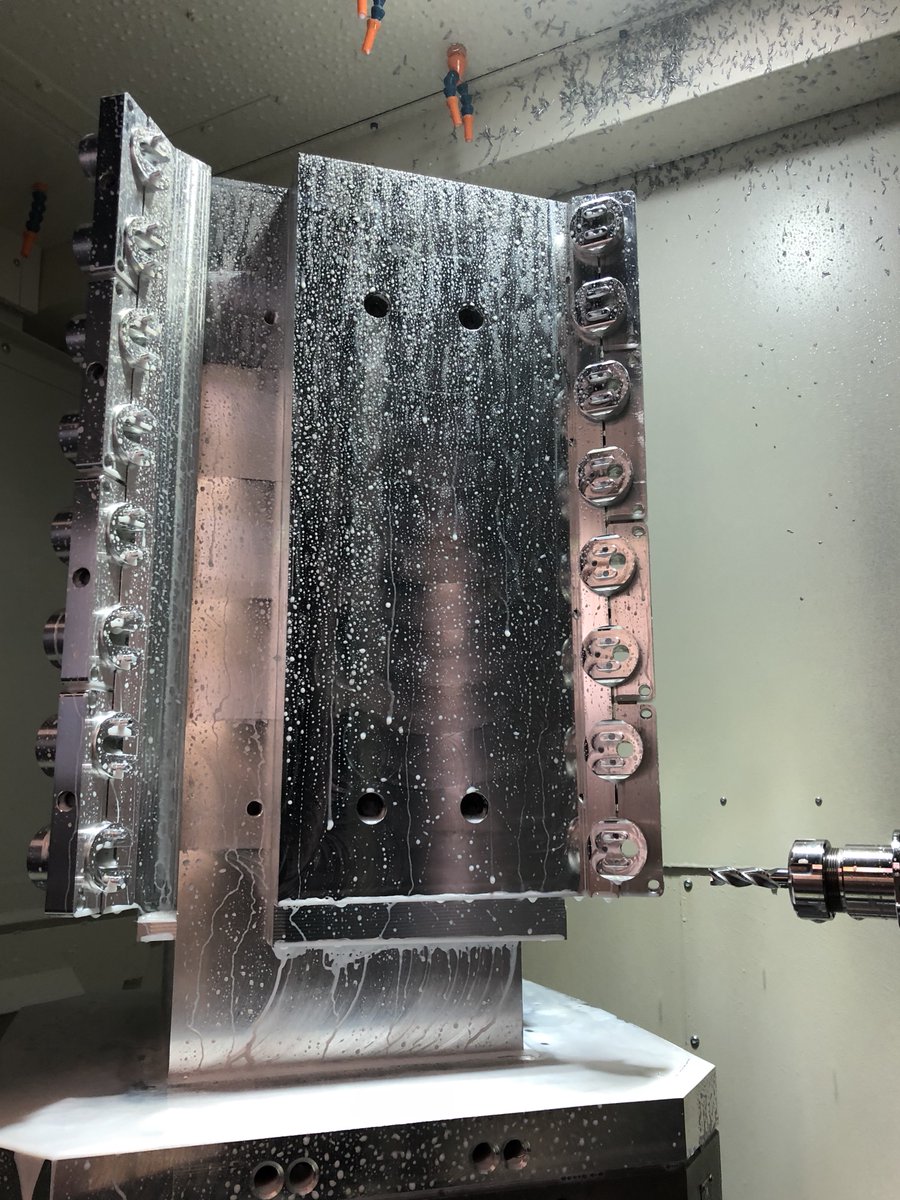

The other was a trip. OP10 was on the lathe, then for OP20 they were held by straps for the horizontal to machine the front and back in one setup. Mind you, this was my first time running a horizontal so I was in the thick of it, machining in front of and behind the tombstone where you can't see.
Our schedule was as follows:
5AM - John starts, takes over production
8AM - Donovan (assembler) starts
10AM - Ryan starts
6:00PM - Freight truck shipment of daily output
6:30PM - Ryan leaves, I run the shop until 5AM when I hand back off to John
Loop for ~3 months
Air mattress in the back room for pete to sleep from 6AM to 10AM
Evan and Cole handle ops during Pete's sleep time, Evan is the only one allowed to wake up Pete
5AM - John starts, takes over production
8AM - Donovan (assembler) starts
10AM - Ryan starts
6:00PM - Freight truck shipment of daily output
6:30PM - Ryan leaves, I run the shop until 5AM when I hand back off to John
Loop for ~3 months
Air mattress in the back room for pete to sleep from 6AM to 10AM
Evan and Cole handle ops during Pete's sleep time, Evan is the only one allowed to wake up Pete

About the chips - As you can imagine, we were making a LOT of chips. We called and asked our recycler for 3-5 more bins and weekly pickups. They no-showed.
We filled every possible receptacle to the brim, so I had to say screw it, we can't stop, chips are going on the floor now
We filled every possible receptacle to the brim, so I had to say screw it, we can't stop, chips are going on the floor now



About the lathe - The Haas ST10Y is not really built for what we put it through, but man, that thing is a CHAMP.
It got to the point where sheet metal was falling off of it and I just said "put it in the pile, keep production running". We even crashed it twice and it took it like a champ (once low air, once bad macro). God Bless that machine!
It got to the point where sheet metal was falling off of it and I just said "put it in the pile, keep production running". We even crashed it twice and it took it like a champ (once low air, once bad macro). God Bless that machine!


About the car - My poor E46 blew a head gasket and would overheat coming into work. I said f it, I live at the shop now. It only needs to get me 2min over to the gas station and back for air compressor diesel, just short enough so that it wouldn't overheat
Best part about that car who struggled through so much is that Scott @ScottyD63_ , who got me this PO, owns it now. Fresh motor. Better than ever. Full circle

@ScottyD63_ More to that point. We forged a strong friendship during this. He got me a life-changing opportunity which I can never repay, but then became one of my closest friends through this and many other ventures.
Engineer <> Machinist relationships are the best :)
Engineer <> Machinist relationships are the best :)

On Bill Selway: I never got the opportunity to meet and thank him, he passed in 2021. He changed my life by believing in some young crazy kid.
My story seems unique in the industry, but as it turns out, it was more of the rule than the exception when it comes to people who Bill Selway has helped.
As I talk to more and more people, there is always somebody with another story of Bill absolutely making their career and asking for nothing in return.
Rest in peace Bill Selway, you legend. Your legacy lives on.
My story seems unique in the industry, but as it turns out, it was more of the rule than the exception when it comes to people who Bill Selway has helped.
As I talk to more and more people, there is always somebody with another story of Bill absolutely making their career and asking for nothing in return.
Rest in peace Bill Selway, you legend. Your legacy lives on.


All that said, my biggest takeaways are:
- Earn trust. When people stick out their neck for you, REFUSE to let them down.
- Working ridiculously hard is so freaking fun. I don't look back on this period fondly despite the challenges, I look back fondly because of them.
- Earn trust. When people stick out their neck for you, REFUSE to let them down.
- Working ridiculously hard is so freaking fun. I don't look back on this period fondly despite the challenges, I look back fondly because of them.
• • •
Missing some Tweet in this thread? You can try to
force a refresh