Suite à discussion sur la voiture et la possibilité de ‘decarbonner le processus' de fabrication.. quelques idées de ce processus à travers une seule pte pièce : un pignon de réducteur du moteur électrique (4 dans la figure, juste à côté à droite c'est le différentiel).
🔽🔽🔽
🔽🔽🔽

Pour fabriquer cette pièce, on part de barres d'acier. En Europe et pour ces pièces, on suit quasi exclusivement la filière soulignée en vert (recyclage). Notez que cette dernière a une empreinte carbone largement inférieure à celle du dessus (hauts-fourneaux).🔽
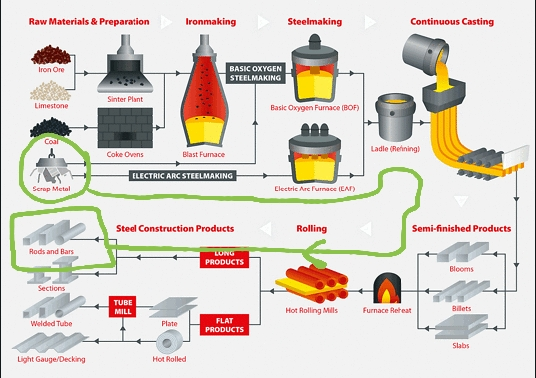
Cette filière donne 500 à ~1000kg CO2 par tonne d'acier. Deux exemples avec Ovako (Suède, électricité bas carbone), et Sidenor (Espagne, électricité disons.. moyen carbone).
@ademe estime 932 kGCO2/T mais, à regarder de près, certaines hypothèses ne s'appliquent pas ici.🔽
@ademe estime 932 kGCO2/T mais, à regarder de près, certaines hypothèses ne s'appliquent pas ici.🔽
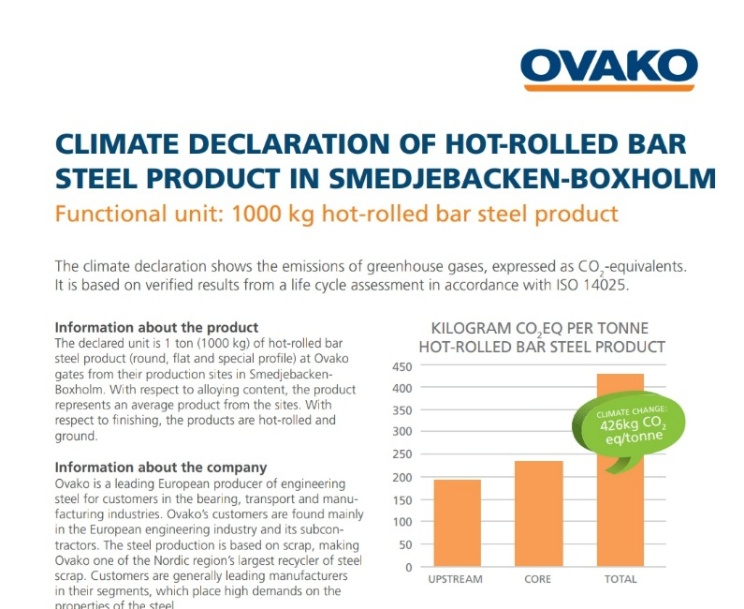
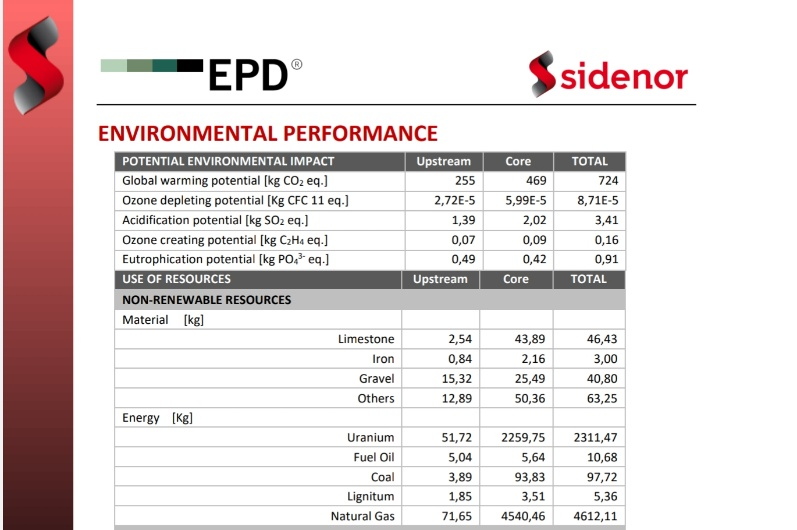
Quel potentiel de réduction ? Malheureusement pas énorme .. le procédé est “électrifié” là où c'est possible, mais plusieurs étapes ne se prêtent pas à l'électrification : préchauffage des différents outils, réchauffe avant laminage (voir la ligne gaz dans le détail Sidenor). 🔽
Et cela n’est que le tout début de l’histoire.. pour le moment, nous avons des barres de diamètre 50-80mm environ pour la pièce concernée, et de longueur 6 à 12 m selon les filières qu’on trouvera derrière. 🔽

Selon la gamme de fabrication aval, on aura souvent un traitement thermique supplémentaire sur les barres avant expédition (réchauffage des barres, ici, vers ~6-700°C). On parle de fours de grandes capacités qui comme les fours de réchauffage fonctionnent souvent au gaz.
🔽
🔽

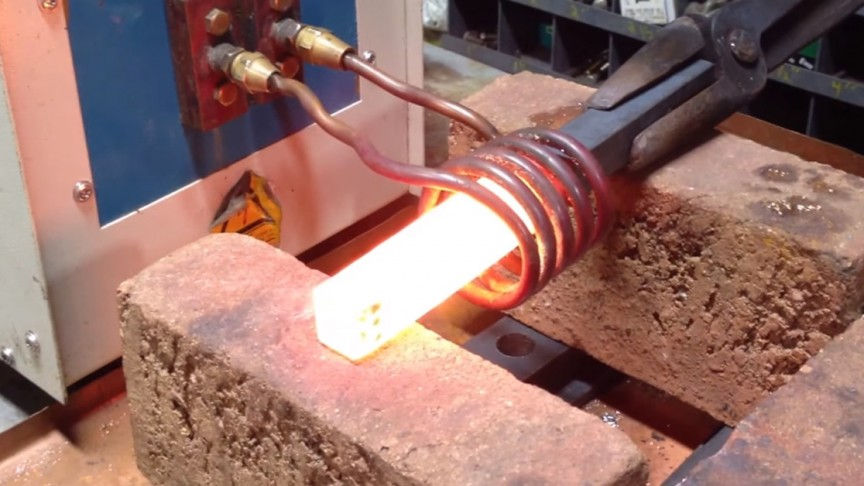
Ensuite, les barres partent chez un forgeron, il s’agit parfois d’une unité industrielle du constructeur automobile, parfois d’un sous-traitant. La forge va consister à réchauffer des morceaux de barre vers 1200-1250 °C pour leur donner une forme approchant celle du pignon.
🔽
🔽

La géométrie cylindrique se prête très bien au réchauffage par induction, aujourd'hui très répandu chez les forgerons, cette étape n’est donc pas forcément la plus pénalisante en termes de GES (l’image est pour illustration, en industriel c’est en continu et souvent robotisé).🔽
En sortie, on a souvent quelque chose qui ressemble à ceci.. alors qu’on veut un truc avec des dents… La forme finale s’obtient par usinage, mais le métal après forge est souvent trop dur pour ce procédé.
🔽
🔽


On va donc à nouveau réchauffer le métal à haute température, mais cette fois, la géométrie des pièces ne permet plus l’utilisation de l’induction. On pourra trouver des fours électriques ou du gaz.
🔽
🔽

Les procédés d’usinage eux-même demandent surtout de l'énergie électrique, mais il faudra bien sûr compter la fabrication des machines, les lubrifiants de coupe, l’évacuation des déchets, etc etc.🔽
C’est fini ? Non.. dans l’automobile, le pignon en acier n’est pas suffisamment résistant en l’état. En particulier, la surface des dents prend cher, ainsi que ce qu’on appelle le pied de dent.🔽
biblio.univ-annaba.dz/wp-content/upl…
biblio.univ-annaba.dz/wp-content/upl…

Les pignons sont donc souvent ‘cémentés’. Kesako ? c’est une autre traitement thermique au cours duquel on vient ajouter du carbone dans le premier millimètre (environ) sous la surface.
🔽
🔽

C’est une étape qui fait mal en termes de GES selon les technologies utilisées. Par contre cela fait deux mois que je cherche des références sur le sujet des GES au cours de la cémentation, et je commence à trouver que cette industrie est très très discrète..🔽
Cette fois, c’est fini ? Pas tout à fait.. selon les filières, on va terminer par ce qu’on appelle un usinage de finition, pour obtenir les dimensions souhaitées avec une précision de l’ordre du micromètre.🔽

Voilà pour un tour d’horizon. Quand on met le tout bout à bout, on peut avoir jusqu’à 5 intervenants (production d’acier, forgeage, usinage, cémentation, finition) et donc autant de transport. 🔽

Mais cela est bien sûr variable, certains fabricants intègreront les trois étapes finales, voir les quatre, par contre il n’existe plus aujourd’hui d’usine intégrée acier => pièces méca / voitures. C’était le cas au début du XXeme siècle, usine Ford ‘Rouge’ près de Détroit
🔽
🔽

Ceci devrait donner une idée de la complexité qu’il peut y avoir derrière les mots ‘décarbonner’ le processus de fabrication. Pourquoi?
- limite théorique inférieure (tt électrique y compris le transport, production consommables etc..) 🔽
- limite théorique inférieure (tt électrique y compris le transport, production consommables etc..) 🔽
- limites technologiques (exemple: le réchauffage de l’acier)
- investissement (on ne change pas un four industriel tous les 5 ans..): les outils progressent mais la barrière à l’investissement est un vrai problème..🔽
- investissement (on ne change pas un four industriel tous les 5 ans..): les outils progressent mais la barrière à l’investissement est un vrai problème..🔽

..surtout dans un tissu industriel éclaté, et soumis à une pression phénoménale de réduction des coûts).
Bref, tout cela fait une chaîne dans laquelle les possibilités d’évolution sont limitées et prendront du temps.
On est très très (très) loin du claquement de doigts.
Bref, tout cela fait une chaîne dans laquelle les possibilités d’évolution sont limitées et prendront du temps.
On est très très (très) loin du claquement de doigts.
et poke tt ceux que les procédés industriels peuvent intéresser..
@AStrochnis @Thomas_Auriel @laydgeur @princertitude @le_trappiste ..
@AStrochnis @Thomas_Auriel @laydgeur @princertitude @le_trappiste ..
Coïncidence, l'IEA parle justement des progrès de l'industrie en termes d'émissions de GES.